Cement Concrete Tiles and Paving Blocks
Introduction
Cement concrete tiles and paving blocks are precast solid products made out of cement concrete. The product is made in various sizes and shapes viz. rectangular, square and round blocks of different dimensions with designs for interlocking of adjacent tiles blocks. The raw materials required for manufacture of the product are portland cement and aggregates which are available locally in every part of the country.Market Potential
Cement concrete tiles and paving blocks find applications in pavements, footpaths, gardens, passenger waiting sheds, bus-stops, industry and other public places. The product is commonly used in urban areas for the aboveapplications. Hence, the unit may be set up in urban and semi-urban areas, near the market.A lot of face-lift is being given to roads, footpaths along the roadside. Concrete paving blocks are ideal materials on the footpaths for easy laying, better look and finish. Whereas the tiles find extensive use outside the large building and houses, lots of these materials are also used in flooring in the open areas of public offices and commercial buildings and residential apartments.
Basis and Presumptions
Efficiency: It is envisaged that the unit will run on two shift a day for 25 days in a month or 300 days in a year. 75 percent efficiency of machinery and manpower is considered.Time Period: Full capacity utilization is expected to be achieved within 12 months of commencement of commercial production.
Labour Wages: Minimum applicable wages are considered.
Interest Rate: An interest rate of 12% per annum on the total capital investment has been considered.
Margin Money:Promoter is expected to bring in 25% of the total capital investment.
Pay Back Period:The project will have a payback period of about 3-4 years.
Land and Construction Cost: Land cost is considered at Rs. 4000 per square meter, and Construction cost for office and stores at Rs. 9000.00 per square meter, and work shed at Rs. 6000 per square meter.
Implementation Schedule
Activity |
Period |
| Preparation of the project report, selection of site, provisional registration from DIC, availability of finance | 2 months |
| Construction of building, procurement of machinery and equipment, availability of electrical power | 3 months |
| Erection and commissioning, recruitment of manpower, trial runs and commencement of commercial production | 1 month |
| Total implementation period | 50000 |
Technical Aspects
Process of Manufacture
Cement concrete is a mixture of portland cement, aggregates (sand and stone chips) and water. Aggregates passing through 4.7 mm IS sieve are known as fine aggregates and the aggregates retained on this sieve are coarse aggregates.The process of manufacture of cement concrete paving blocks involves the following steps:
- Proportioning
- Mixing
- Compacting
- Curing
- Drying
All the raw materials are placed in a concrete mixer and the mixer is rotated for 15 minutes. The prepared mix is discharged from the mixer and consumed in the next 30 minutes. Vibrating table may be used for compacting the concrete mix in the moulds of desired sizes and shapes. After compacting the blocks are demoulded and kept for 24 hours in a shelter away from direct sun and winds.
The blocks thus hardened are cured with water to permit complete moisturisation for 14 to 21 days. Water in the curing tanks is changed every 3 to 4 days. After curing, the blocks are dried in natural atmosphere and sent for use.
The concrete paving blocks gain good strength during the first 3 days of curing and maximum gains in strengths are secured in the first 10 to 15 days of curing. After curing, blocks are allowed to dry in shade so that the initial shrinkage of the blocks is completed before they are used in the work. A drying period of 7 to 15 days would normally complete the drying shrinkage after which they can be used. The concrete tiles are similarly produced with the help of semi-dry pressing of the mixture and allowed to set for 24-36 hours. It is cured in the tanks for 15 days. If need be water can also be sprinkled to gain maximum physical strength in 15-21 days.
Quality Control and Standards
a) Indian Standard SpecificationThere is no Indian Standard Specification specifically on cement concrete paving blocks. However, the specifications laid down in IS 2185 (Part 1) Specification for concrete masonry units: Part 1 for Hollow and Solid concrete blocks, may be used as general guidelines for meeting the quality parameters, since the paving blocks are also essentially solid cement concrete blocks.
b) Quality Requirements
Proportioning of raw materials, mixing, compacting, curing and drying are the important stages of manufacture.
Quality parameters like actual proportion of the individual raw materials, ratio of coarse aggregates to fine aggregates, water to cement ratio, good finish, accuracy in size and shape and compression strength after curing are the some of the important parameters that should be checked periodically to ensure good quality of the product.
Production Capacity (per annum)
Quantity : 800 tonnesValue : Rs. 22,00,000
Motive Power 80HP.
Pollution Control
Dust collecting unit is required to be installed at the mixing and raw material handling section. The workers may use dust masks.Energy Conservation
General maintenance of the machine and drive system can be employed for saving energy.Financial Aspects
A. Fixed Capital
(i) Land and Building
Particulars |
Sq. Meters |
Rate (Rs.) |
Value (Rs.) |
| Land | 2000 | 4000 | 80,00,000 |
| Built up area | |||
| Office, raw material and finished product stores, D.G. set room, water bore well, boundary wall gates, security room and workers room etc. | 500 | 40,00,000 | |
| Working Shed | 500 | 6,000 | 30,00,000 |
| Total | 1,50,00,000 | ||
(ii) Machinery and Equipments
Description |
Imp/Ind. |
Qty. (Nos.) |
Rate (Rs.) |
Value (Rs.) |
| Production Unit | ||||
| Concrete mixer: capacity 10cft/7cft with 3 hp motor, speed of the mixer drum 20 rpm, and other accessories | Ind. | 1 | 4,00,000 | 4,00,000 |
| Hydraulically operated Concrete block making machine: capacity 1500 blocks per shift, with pressure vibration technique for compaction, 3 HP motor, and other accessories | Ind. | 1 | 6,00,000 | 6,00,000 |
| Mechanical tile melting press with 7HP motor | 1 | 4,00,000 | 4,00,000 | |
| Construction of curing tanks | Ind. | 4 | 2,50,000 | 10,00,000 |
| Mould tools, weighing scale etc., electrical generator and electrical system, and pollution control system and laboratory | 2 Nos. | 23.00,000 | ||
| Water pump set with tube well, water storage tank, | Ind. | 1 | 2,00,000 | 2,00,000 |
| Cost of erection, installation lump sum | 5,00,000 | |||
| Cost of office equipment, furniture etc. | 1 No. | 8,00,000 | ||
| Total | 57,00,000 | |||
(iii) Pre-Operative Expenses (per month) |
(Rs.) |
| Project report cost, non-refundable deposits, etc. | 3,00,000 |
| Total Fixed Capital (i+ii+iii) | 2,10,00,000 |
B. Working Capital (per month)
Personnel (per month)
Designation |
Nos. |
Salary / (Rs.) |
Total (Rs.) |
| Administrative Staff | |||
| Manager-Cum-Technical Expert | 1 | 15,000 | 15,000 |
| Supervisor and sales man | 2 | 10,000 | 20,000 |
| Clerk-Cum-Cashier and finance man | 2 | 15,000 | |
| Store Keeper | 1 | 5000 | 5,000 |
| Technical (Skilled and Unskilled Workers) | |||
| Skilled workers | 8 | 5,000 | 40,000 |
| Semi-skilled workers | 8 | 4,000 | 32,000 |
| Unskilled workers | 12 | 3,500 | 42,000 |
| Peon | 2 | 3,000 | 6,000 |
| Chowkidar | 4 | 3,000 | 12,000 |
| Total | 1,87,000 | ||
| +22% perquisites on salary | 41,000 | ||
| Total | 2,28,000 | ||
Raw Material (per month)
Particular |
Qty. (MT) |
Rate (Rs.) |
Value (Rs.) |
| Lime stone blocks (including transport charges | 1600 M.T. | 500 | 8,00,000 |
| Packing material like gunny bags etc. | L.S. | L.S. | 25,000 |
| Total | 8,25,000 | ||
Utilities (per month)
Particular |
Qty. (MT) |
Rate (Rs.) |
Value (Rs.) |
| Power | 6000 kWH | 4.0 | 24,000 |
| Fuel/Furnace oil | 150 KL. | 18,000 | 27,00,000 |
| Water | |||
| Total | 27,24,000 | ||
Other Contingent Expenses (per month) |
(Rs.) |
| Postage and Stationery | 5,000 |
| Sales and marketing expenses | 41,000 |
| Repair and Maintenance | 41,000 |
| Telephone | 5,000 |
| Consumable store | 5,000 |
| Travelling and Local expenses | 25,000 |
| Insurance | 30,000 |
| Total | 1,52,000 |
Total Working Capital (per month) |
(Rs.) |
| Staff and Labour | 2,28,000 |
| Raw material | 8,25,000 |
| Utilities | 27,24,000 |
| Other Contingent expenses | 1,52,000 |
| Total | 39,29,000 |
| Working Capital for 3 months | 1,17,87,000 |
Total Capital Investment
| Fixed capital | Rs. 1,87,10,000 |
| Working capital for 3 months | Rs. 1,17,87,000 |
| Total | Rs. 3,04,97,000 |
Financial Analysis
Cost of Production (per annum) |
(Rs.) |
| Total recurring cost per annum | 4,71,48,000 |
| Depreciation on building @ 5% | 5,00,000 |
| Dep. on kiln @ 20% | 2,00,000 |
| Dep. on machinery and equips. @ 10% | 5,69,000 |
| Dep. on tools fixture, dies, racks @ 25% | 30,000 |
| Dep. on office furniture and equips. @ 20% | 60,000 |
| Interest on total capital investment @ 12% | 36,60,000 |
| Total | 5,21,67,000 |
Turnover (per annum)
Particular |
Qty. (MT) |
Rate (Rs.) |
Value (Rs.) |
| Burnt Lime | 16,000 | 4,174 | 6,67,91,000 |
Net Profit (per annum)
| Total Turnover – Cost Production Rs. 1,35,36,000 – 1,07,88,428 Rs. 27,47,572 |
Net Profit (per annum)
| Total Turnover – Cost Production Rs. 1,35,36,000 – 1,07,88,428 Rs. 27,47,572 |
Rate of Return (per annum)
| Net Profit × 100 ------------------------------- Total capital investment 1,46,24,000 × 100 ---------------------- 3,04,97,000 47.9% |
Break-even Point
Fixed Cost (per annum) |
(Rs.) |
| Total depreciation | 13,59,000 |
| 40% of Staff and Labour | 10,94,000 |
| 40% of utilities and Other Contingent expenses (excluding insurance) | 1,30,15,000 |
| Insurance | 3,60,000 |
| Interest @ 12% | 36,60,000 |
| Total | 19488000 |
B.E.P
| Fixed Cost × 100 -------------------------- Fixed Cost + Profit 19488000 × 100 ------------------------------- 19488000 + 1,46,24,000 57.1% |
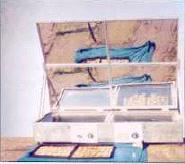 The
solar baking unit is a scaled up version of the double reflector box
type solar cooler but designed to generate higher stagnant temperatures
suitable for baking purposes. In order to increase the solar radiation
entering the hot box, additional reflectors have been incorporated to
reduce the cooking time. In this cooker, twin reflector mirrors
(unbreakable acrylic mirror) are fixed. It is effective in central and
North India especially in winter season. It is useful for cooking food
and baking. As compared to the box type solar cooker with one mirror
available in the market, the twin reflector solar baking unit is capable
of maintaining 25 to 30°C higher temperature. It saves 20% time spent
in co()king food drying winter and 12-16% of time during other months.
It has thermostat controlled electrical back up of 1 kW capacity so that
proper baking can be continued even when there is sudden cloudiness
while baking is in progress. It is also suitable as a community cooker
for up to 10 persons.
The
solar baking unit is a scaled up version of the double reflector box
type solar cooler but designed to generate higher stagnant temperatures
suitable for baking purposes. In order to increase the solar radiation
entering the hot box, additional reflectors have been incorporated to
reduce the cooking time. In this cooker, twin reflector mirrors
(unbreakable acrylic mirror) are fixed. It is effective in central and
North India especially in winter season. It is useful for cooking food
and baking. As compared to the box type solar cooker with one mirror
available in the market, the twin reflector solar baking unit is capable
of maintaining 25 to 30°C higher temperature. It saves 20% time spent
in co()king food drying winter and 12-16% of time during other months.
It has thermostat controlled electrical back up of 1 kW capacity so that
proper baking can be continued even when there is sudden cloudiness
while baking is in progress. It is also suitable as a community cooker
for up to 10 persons.